




- YD
- Trung Quốc
- 10 ngày
- 100000 chiếc
[vật liệu sản phẩm]: thép không gỉ chất lượng cao [sản phẩm tùy chỉnh]: có thể được tùy chỉnh dựa trên kích thước đặc biệt dựa trên mẫu hoặc bản vẽ chi tiết
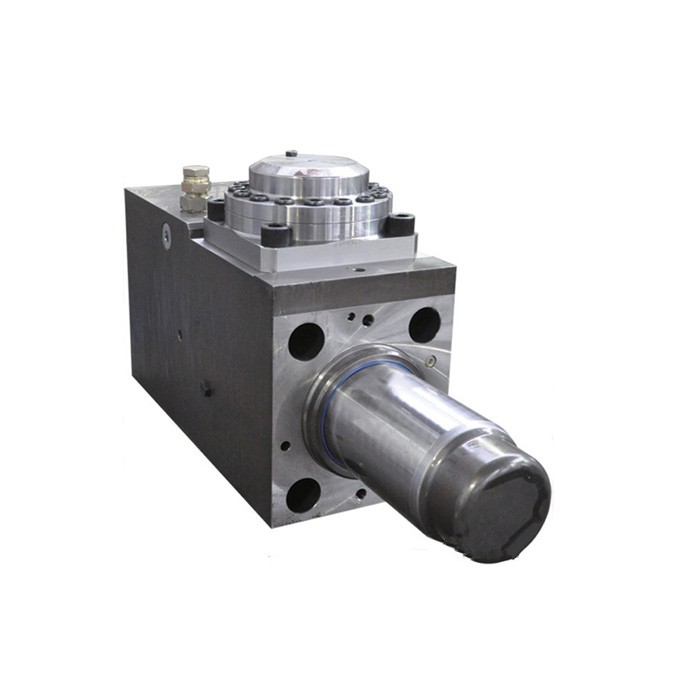
Xi lanh máy cắt thủy lực
[tên sản phẩm]: Xi lanh máy cắt thủy lực
.
[mô hình sản phẩm]: phụ kiện phổ quát, chúng tôi có thể cung cấp tất cả các nhãn hiệu và mô hình xi lanh máy cắt thủy lực
[vật liệu sản phẩm]: thép không gỉ chất lượng cao
[kích thước sản phẩm]: kích thước phổ biến quốc tế
[giá sản phẩm]: cửa hàng nhà máy
[sản phẩm tùy chỉnh]: nó có thể được tùy chỉnh dựa trên kích thước đặc biệt dựa trên mẫu hoặc bản vẽ chi tiết
Lắp ráp xi lanh giữa
Phụ kiện lắp ráp xi lanh giữa:
Khối xi lanh
Xi lanh điều chỉnh
Hấp bánh mì ngô
Dây thép
Con dấu dầu
pít tông
Giá đỡ con dấu dầu, vv, xi lanh là bộ phận cốt lõi của máy cắt / búa thủy lực, đặc biệt quan trọng trong lắp ráp.
Lắp ráp như sau:
1. Đặt xylanh phẳng và lắp ống lót vít bằng dụng cụ đặc biệt vào lỗ có ren của khối xylanh. Mặt cuối của tay áo vít dây phải thấp hơn phần ren.
2. Làm sạch xi lanh. Khi làm sạch xi lanh, chú ý đến việc làm sạch khoang xi lanh và lỗ thông dầu. Sau khi làm sạch, làm khô nó bằng không khí áp suất cao. Kiểm tra sự sạch sẽ của lỗ thông dầu bằng đèn pin.
3. Lắp đặt phớt dầu. Đầu dưới của xi lanh được lót bằng ba con dấu dầu. Từ bên ngoài đến bên trong, nó là con dấu dầu chống bụi, con dấu dầu chính và con dấu dầu đệm. Trước khi con dấu dầu được lắp đặt, con dấu dầu được áp dụng với dầu thủy lực. Hướng của con dấu dầu không thể đảo ngược. Con dấu dầu đệm bao gồm một con dấu dầu và vòng hỗ trợ. Mặt vát của vòng hỗ trợ được gắn vào phớt dầu và không thể đảo ngược.
4. Cài đặt vòng chữ O trên phích cắm ổ cắm và cài đặt nó trên xi lanh. Cần cắm chặt phích cắm để tránh rò rỉ dầu.
5. Nâng xi lanh xuống xi lanh dưới và lắp các khớp vào và ra khỏi cổng dầu. Vặn cao su và áp dụng vít ở mặt bên và mặt sau.
6. Lắp đặt bộ điều chỉnh xi lanh. Có một vòng chữ O và một vòng hỗ trợ trên bộ điều chỉnh xi lanh. Cắt vòng hỗ trợ bằng một lưỡi dao và cắt nó thành một đường chéo. Lắp mỡ phía sau vòng chữ O và lắp đặt ở bên cạnh. Thắt chặt. Sau đó tháo nó ra, kiểm tra xem phớt dầu có bị hỏng không, kiểm tra xem vết lõm tiếp xúc có đồng nhất không, và sau đó vặn chặt để phun chất lỏng thủy lực vào khoang xi lanh.
Chờ đợi piston.
7. Lắp đặt ống lót mềm. Có năm con dấu dầu trên ống lót mềm. Chúng có cùng đường kính và các phím tắt khác nhau. Hãy chú ý đến việc lựa chọn. Bôi dầu mỡ vào vòng chữ O và ống lót mềm và lắp đặt nó vào xi lanh, chờ cho xi lanh trên được lắp đặt.
8. Lắp đặt pít-tông, sau khi làm sạch pít-tông, khí nén được làm khô, bề mặt được phun đều dầu thủy lực, pít-tông được đưa từ từ vào xi-lanh, không chạm vào khoang xy-lanh, sau khi pít-tông được ba lần, trong để ngăn chặn con dấu dầu bị nghiền nát.
9, lắp đặt vòng piston (giá đỡ piston), vòng ngoài của vòng piston van ngoài từ trên xuống dưới là: phớt khí, hai phớt Sterling. Vòng ngoài là hai vòng chữ O có vòng hỗ trợ. Lưu ý rằng phớt dầu trên vòng piston được phủ trước bằng dầu thủy lực. Mặt cuối của rãnh dầu giảm áp của con dấu Sterling đang đối mặt với hướng của dầu áp lực. Khi lắp đặt, con dấu không quá sắc nét để tránh biến dạng được phục hồi. Con dấu dầu ở vòng ngoài có hai vòng hỗ trợ, hai vòng đệm và vòng chống mòn. Lưu ý rằng mặt của vòng chống mài mòn với rãnh thoát nước đang quay mặt ra khỏi hướng của dầu áp lực. Vòng ngoài và mặt trên và mặt dưới đều có vòng chữ O. Đặt vòng piston vào piston, chạm vào mặt cuối của vòng piston và để nó vào. Hãy cẩn thận để không làm hỏng con dấu dầu trong khi cài đặt. Lắp đặt pít-tông tích hợp, đặt vòng chữ O ở đầu dưới, lắp đặt pít-tông, gõ pít-tông vào vị trí, sau đó đặt vòng chữ O ở đầu trên của pít-tông. Sau khi lắp đặt, đổ đúng lượng dầu thủy lực vào mặt cuối của piston. Sử dụng ý thức chung của thép búa bị hỏng, cài đặt chốt định vị và chờ buồng nitơ màu vàng đậm.