





- NOK
- Nhật Bản
- 10 ngày
- 100000 chiếc
Phốt piston duy trì tiếp xúc làm kín trong chuyển động trượt giữa piston và lỗ khoan xylanh cho các thiết bị thủy lực và khí nén.
Phốt piston là con dấu trục, và con dấu thanh piston là con dấu lỗ. Xylanh dầu được cấu tạo bởi một khối xylanh, một piston, một thanh piston, một đầu xylanh và một vòng đệm. Khi sử dụng phớt piston, nó có thể được sử dụng kết hợp với phớt chống ô nhiễm để tránh hư hỏng do vật chất lạ hoặc nén đoạn nhiệt, có thể cải thiện độ bền. Các loại như sau: ODI, OSI, OUIS, OUHR, OKH, SPGO, SPG, SPGM, SPGN, SPGW, SPGC, CPI, CPH
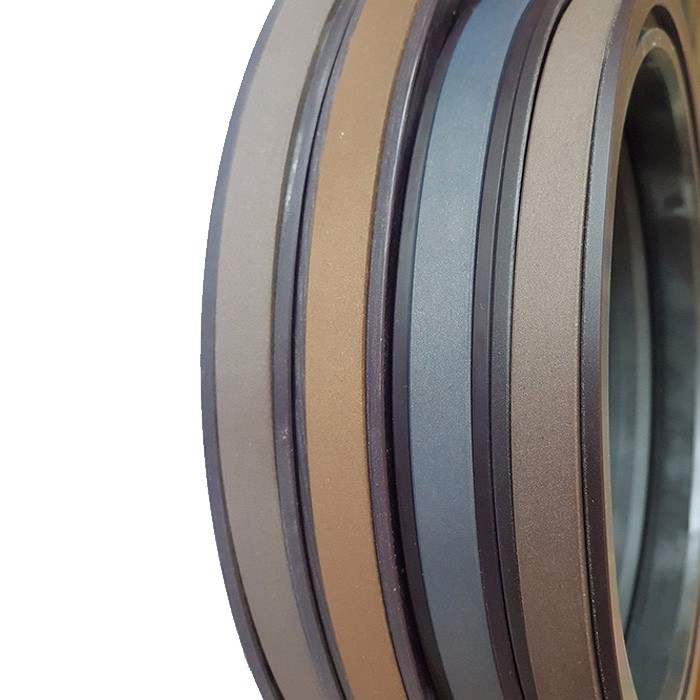
CON DẤU PISTON
Phốt piston là con dấu trục, và con dấu thanh piston là con dấu lỗ. Xylanh dầu được cấu tạo bởi một khối xylanh, một piston, một thanh piston, một đầu xylanh và một vòng đệm. Khi sử dụng phớt piston, nó có thể được sử dụng kết hợp với phớt chống ô nhiễm để tránh hư hỏng do vật chất lạ hoặc nén đoạn nhiệt, có thể cải thiện độ bền.

Phốt piston duy trì tiếp xúc làm kín trong chuyển động trượt giữa piston và xylanh đối với thiết bị thủy lực và khí nén.

Nếu bạn muốn phớt piston thương hiệu NOK thì có các loại như sau: ODI, OSI, OUIS, OUHR, OKH, SPGO, SPG, SPGM, SPGN, SPGW, SPGC, CPI, CPH

Chất liệu: PTFE + Cao su + Nylon hoặc PTFE + Cao su;
Màu sắc: Theo yêu cầu của khách hàng nếu bạn có số lượng lớn;

Quy trình lắp ráp con dấu piston
I. Lắp ráp các vòng đệm pít-tông (Lắp ráp pít-tông Ф80, pít tông nhỏ Φ360 và con dấu dưới cùng của xi lanh ---- cụm làm kín cần đi qua rãnh vòng dẫn hướng)
1. Kiểm tra: ① Đảm bảo rằng pít tông (pít tông nhỏ, đáy của xi lanh giữa) hoàn toàn sạch trước khi lắp ráp. Kiểm tra các gờ, các cạnh thô hoặc sắc nhọn, các điểm xói mòn, các khuyết tật lớp mạ, v.v.
② Các con dấu phải phù hợp và tất cả các bộ phận phải sạch sẽ và trong tình trạng tốt, không có khuyết tật như lão hóa, vết cắt, vết lõm, vết xước, v.v.
2. Bôi trơn đều rãnh của phốt pít-tông và phần cao su của bộ làm kín. Đáp: Đặt lốp chuyên dụng lên mép rãnh làm kín piston 1-3mm, và đẩy một phần của vòng cao su vào trong lốp. B: Nhẹ nhàng kéo căng phần tiếp xúc với lốp. Sau đó, đẩy toàn bộ nó vào rãnh làm kín theo hướng trục để đảm bảo rằng vòng cao su được đặt hoàn toàn vào đúng vị trí. Nghiêm cấm sử dụng các công cụ sắc nhọn.
3. Lắp vòng chống đùn vào đầu piston gần cần piston. Đừng cố gắng vận động quá mức để vòng thành hình chữ "C". (Vặn nhẹ phần còn lại vào rãnh, đảm bảo rằng nó được đặt đúng vị trí trong rãnh bậc của vòng cao su).
4. Lắp đặt bề mặt bên ngoài kín màu xám. Bôi một lớp mỏng chất bôi trơn lên bề mặt ngoài phớt xám và mép trước của lốp đặc chủng. Đẩy một phần của mặt ngoài màu xám vào khuôn. Nhẹ nhàng kéo căng phần tiếp xúc vào lốp. Sau đó, đẩy toàn bộ nó vào rãnh làm kín theo hướng trục để đảm bảo rằng bề mặt bên ngoài màu xám đều ở đúng vị trí. Không bao giờ sử dụng các công cụ sắc nhọn.
5. Lắp vòng chống đùn thứ hai. Kéo vòng đệm ra theo hướng trục của vòng đệm, đặt một đầu vào rãnh làm kín và vặn nhẹ phần còn lại vào rãnh. Không sử dụng các công cụ sắc nhọn.
6. Nhẹ nhàng mở vòng dẫn hướng, sau đó trượt nó qua bề mặt làm kín của piston, và vòng dẫn hướng sẽ "bắt" vào rãnh của chính nó trên piston. Trước khi lắp, hãy bóp nhẹ hai đầu của vòng dẫn hướng để chúng chồng lên nhau. Xoay vòng chống đùn sao cho hai mặt cắt xấp xỉ 180 độ.
2. Lắp ráp con dấu piston (Ф63, Φ125, Φ160, Φ165, Φ200 cụm con dấu piston)
1. Kiểm tra: ① Đảm bảo rằng piston hoàn toàn sạch trước khi lắp ráp. Kiểm tra các gờ, các cạnh thô hoặc sắc nhọn, các điểm xói mòn, các khuyết tật mạ, v.v. ② Các con dấu phải khớp với nhau và tất cả các bộ phận phải sạch sẽ và trong tình trạng tốt, và không có khuyết tật như lão hóa, vết cắt, vết lõm, vết xước, Vân vân.
2, bôi trơn đều rãnh của con dấu piston và phần cao su của bộ con dấu. A: Đặt một phần của vòng cao su vào rãnh. B: Nhẹ nhàng kéo căng phần tiếp xúc vào rãnh dọc theo mép lắp ráp để đảm bảo rằng vòng cao su đã nằm đúng vị trí.
Không bao giờ sử dụng các công cụ sắc nhọn.
3. Lắp vòng chống đùn vào đầu piston gần cần piston. Đừng cố mở vòng thành hình chữ "C". (Kéo vòng ra ngoài theo hướng trục của vòng, đặt một đầu vào rãnh kín và vặn nhẹ phần còn lại vào rãnh để đảm bảo rằng nó nằm chính xác trong rãnh bậc của vòng cao su)
4. Lắp đặt bề mặt bên ngoài kín màu xám. Bôi một lớp mỏng chất bôi trơn lên bề mặt ngoài của phớt xám và mép đầu của piston. Đẩy một phần của bề mặt bên ngoài màu xám vào rãnh, nằm trên vòng cao su và nhẹ nhàng đặt phần tiếp xúc vào rãnh để đảm bảo rằng bề mặt bên ngoài màu xám đều đúng vị trí. Không bao giờ sử dụng các công cụ sắc nhọn.
5. Lắp vòng chống đùn thứ hai. Kéo vòng đệm ra theo hướng trục của vòng đệm, đặt một đầu vào rãnh làm kín và vặn nhẹ phần còn lại vào rãnh. Không sử dụng các công cụ sắc nhọn.
6. Sau khi rãnh của vòng dẫn hướng piston Ф63 được bôi dầu, nhẹ nhàng mở vòng dẫn hướng, sau đó trượt nó trên bề mặt làm kín của piston. Vòng dẫn hướng sẽ "chui" vào rãnh của chính nó trên piston. Nhấn các đầu của rãnh vòng dẫn hướng để chúng chồng lên nhau. Xoay vòng chống đùn sao cho hai mặt cắt xấp xỉ 180 độ.
7. Sau khi lắp ráp piston Φ125, Φ160, Φ165, Φ200 và cần piston, sau khi bổ sung chống nới lỏng và siết chặt vít xiết, rãnh vòng dẫn hướng piston được tra dầu và sau đó lắp vòng dẫn hướng. Trước khi lắp ráp toàn bộ, bóp nhẹ hai đầu của vết cắt vòng dẫn hướng sao cho chúng trùng nhau, sau đó xoay vòng chống đùn sao cho hai vết cắt lệch nhau khoảng 180 độ.
Các vấn đề tồn tại trong cơ chế làm kín piston, tách dầu khỏi nước thu hồi dầu nổi, v.v.
Nếu bạn muốn con dấu piston sản xuất khác của Trung Quốc, bạn có thể liên hệ với chúng tôi qua email info @ wonepart hoặc whatsapp: + 86-15860751932. Đội ngũ bán hàng và đội ngũ kỹ sư của chúng tôi sẽ hỗ trợ bạn bất cứ lúc nào.